Tapkirina Makîneyê ya DIN353 HSS ya Kalîteya Bilind




Taybetmendî
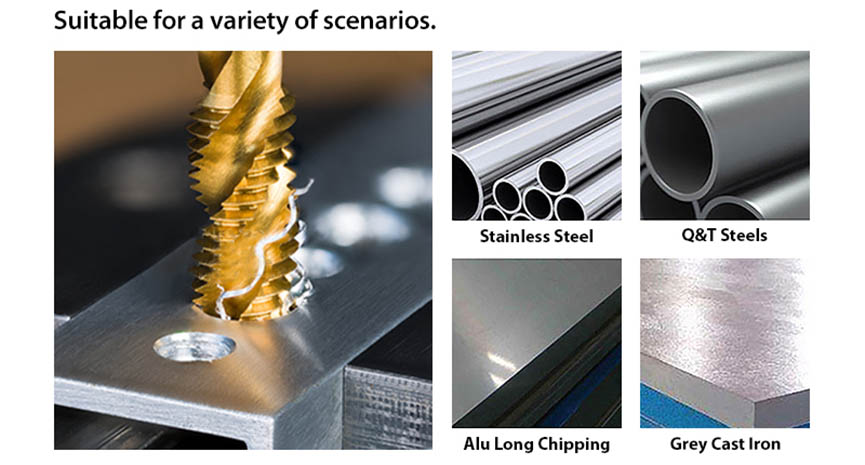
1. Materyal: Sîpên makîneyê yên DIN352 ji pola bilez-bilind (HSS) têne çêkirin, ku bi hişkbûna xwe ya hêja û taybetmendiyên berxwedana li hember aşînê tê nasîn. Ev yek rê dide birrîna bi bandor û temenê amûran dirêj dibe.
2. Profîlên têlan: Tapên DIN352 di profîlên têlan ên cûda de hene da ku li gorî sepanên têlan ên cûda bin. Profîlên têlan ên hevpar metrîk (M), Whitworth (BSW), Unified (UNC/UNF), û têlên lûleyê (BSP/NPT) ne.
3. Mezinahî û pîçên têlan: Tapên makîneya DIN352 bi cûrbecûr mezinahî û pîçên têlan hene da ku hewcedariyên cûda bicîh bînin. Ew dikarin ji bo pîçkirina cûrbecûr materyalan werin bikar anîn û dikarin pîçên têlan ên qalind û nazik birêve bibin.
4. Birîna bi destê rastê û çepê: Tapên DIN352 hem bi awayê birîna bi destê rastê û hem jî bi awayê birîna çepê hene. Tapên rastê ji bo çêkirina têlên rastê, lê yên çepê ji bo çêkirina têlên çepê têne bikar anîn.
5. Lûleyên konîk, navîn, an binî: Lûleyên DIN352 bi sê şêwazên cûda hene - lûleyên konîk, navîn, û binî. Lûleyên konîk xwedî lûleyeke destpêkê ya hêdî hêdî ne û bi gelemperî ji bo destpêkirina têlan têne bikar anîn. Lûleyên navîn xwedî lûleyeke nerm in û ji bo sepanên giştî yên têlan têne bikar anîn. Lûleyên binî xwedî lûleyeke pir piçûk in an jî rasterast in û ji bo têlan li nêzî binê qulikekê an jî ji bo birîna têlan bi tevahî di qulikeke kor re têne bikar anîn.
6. Sêwirana şafferkirî an jî pêş-têketinê: Dibe ku li pêşiyê şafan şafferek an jî pêş-têketinek hebe da ku destpêkirina pêvajoya têlkirinê hêsantir bike û bibe alîkar ku şaf bi nermî bikeve nav kunê. Sêwirana şafferkirî di dema pêvajoya birrînê de di derxistina perçeyan de jî dibe alîkar.
7. Berxwedêrî: Qirikên makîneya DIN352 HSS ji bo ku li hember zehmetiyên karanîna berdewam bisekinin hatine çêkirin. Materyal û pêvajoya çêkirinê garantî dikin ku ew xwedî berxwedêriyek baş in, û rê didin ku ew gelek caran werin bikar anîn berî ku hewcedariya wan bi guhertinê hebe.
8. Sêwirana standardîzekirî: Standarda DIN352 misoger dike ku pîvan, tolerans û geometrîyên van lûleyên makîneyê standardîze ne. Ev yek di navbera lûleyên ji hilberînerên cûda de guhezbariyê çêdike, û encamên têlkirinê yên domdar û pêbawer peyda dike.
şûşa makîneya hss
karxane

taybetmendî
| Tişt | Taybetmendî | Rêzan |
| TAP | Tapên destên rasterast ên lûtkirî | ISO |
| DIN352 | ||
| DIN351 BSW/UNC/UNF | ||
| DIN2181 | ||
| Tapên makîneyê yên rasterast ên flutkirî | DIN371/M | |
| DIN371/W/BSF | ||
| DIN371/UNC/UNF | ||
| DIN374/MF | ||
| DIN374/UNF | ||
| DIN376/M | ||
| DIN376/UNC | ||
| DIN376W/BSF | ||
| DIN2181/UNC/UNF | ||
| DIN2181/BSW | ||
| DIN2183/UNC/UNF | ||
| DIN2183/BSW | ||
| Tapên spiral ên flutkirî | ISO | |
| DIN371/M | ||
| DIN371/W/BSF | ||
| DIN371/UNC/UNF | ||
| DIN374/MF | ||
| DIN374/UNF | ||
| DIN376/M | ||
| DIN376/UNC | ||
| DIN376W/BSF | ||
| Çîpên tîjkirî yên spiral | ISO | |
| DIN371/M | ||
| DIN371/W/BSF | ||
| DIN371/UNC/UNF | ||
| DIN374/MF | ||
| DIN374/UNF | ||
| DIN376/M | ||
| DIN376/UNC | ||
| DIN376W/BSF | ||
| Çîpka gêrkirinê/Çîpka şikandinê | ||
| Çîpên têlên boriyê | G/NPT/NPS/PT | |
| DIN5157 | ||
| DIN5156 | ||
| DIN353 | ||
| Çîpên gwîzan | DIN357 | |
| Qulkirin û lêdan a hevbeş | ||
| Çep û set qalib |
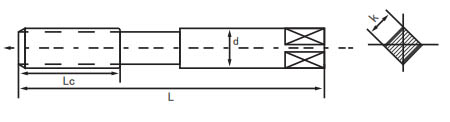
| Mezinayî | L | Lc | d | k | qulika binî | |||||
| M2*0.4 | 40.00 | 12.00 | 3.00 | 2.50 | 1.60 | |||||
| M2.5*0.45 | 44.00 | 14.00 | 3.00 | 2.50 | 2.10 | |||||
| M3*0.5 | 46.00 | 11.00 | 4.00 | 3.20 | 2.50 | |||||
| M4*0.7 | 52.00 | 13.00 | 5.00 | 4.00 | 3.30 | |||||
| M5*0.8 | 60.00 | 16.00 | 5.50 | 4.50 | 4.20 | |||||
| M6*1.0 | 62.00 | 19.00 | 6.00 | 4.50 | 5.00 | |||||
| M8*1.25 | 70.00 | 22.00 | 6.20 | 5.00 | 6.80 | |||||
| M10*1.5 | 75.00 | 24.00 | 7.00 | 5.50 | 8.50 | |||||
| M12*1.75 | 82.00 | 29.00 | 8.50 | 6.50 | 10.30 | |||||





